¿Listo para comprar una máquina cortadora por láser de fibra pero le preocupa cómo usarla?El funcionamiento de la máquina cortadora de fibra óptica es muy sencillo.A continuación se presentan los pasos de operación y las soluciones a problemas comunes para ayudarlo a comprenderlos rápidamente.

Descubra el poder transformador de la soldadura láser de aluminio en las industrias aeroespacial y electrónica.Desde superar desafíos hasta mejorar la eficiencia y la calidad, este blog ofrece información integral para profesionales.Explore los conceptos básicos, los materiales, los equipos, la seguridad y la selección para desbloquear todo el potencial de la tecnología de soldadura láser.

Aluminio es un metal comúnmente utilizado en la fabricación.Este material es liviano y resistente a la corrosión, lo que lo convierte en una opción ideal para diversos materiales de soldadura.La soldadura de aluminio puede enfrentar problemas como una capa de oxidación y una alta conductividad térmica.En comparación con los métodos de soldadura tradicionales, la soldadura láser de aluminio tiene ventajas obvias en calidad y eficiencia.

En el ámbito de la tecnología de soldadura, la demanda de soldadores láser portátiles está aumentando.Cuando decimos 'soldador láser portátil', nos referimos principalmente a soldador láser portátil.La flexibilidad de los soldadores láser portátiles permite a los operadores transportarlos y utilizarlos fácilmente en una variedad de escenarios de soldadura.<br /> <br /> Este artículo le explicará los principios de funcionamiento y las ventajas de los soldadores láser portátiles y le ayudará a elegir la máquina adecuada.

IntroducciónEl acero inoxidable, conocido por su resistencia a la corrosión y su solidez, es un material ampliamente utilizado en diversas industrias.Las máquinas de corte por láser de acero inoxidable de Leapion ofrecen soluciones innovadoras para manipular este material robusto.Centrándonos en la precisión, la eficiencia y la versatilidad,

IntroducciónMetal cortar siempre ha sido una tarea exigente que requiere precisión, velocidad y adaptabilidad.Los láseres de fibra para corte de metales de Leapion son un testimonio de la innovación en este desafiante campo.Este artículo explora cómo Leapion está transformando el corte de metales en diversas industrias con

IntroducciónEl mundo del procesamiento de metales ha cambiado para siempre con la llegada de las máquinas de corte por láser de fibra metálica.Leapion se destaca como pionero al ofrecer soluciones de corte por láser de fibra metálica de última generación.Este artículo explorará los aspectos y aplicaciones únicos del metal de Leapion.

IntroducciónAluminio, con sus propiedades únicas, requiere técnicas de corte especializadas.Leapion es líder en el corte de aluminio con láser de fibra y ofrece precisión, eficiencia y sostenibilidad incomparables.Este artículo examinará el enfoque distintivo de Leapion para el corte de aluminio con láser de fibra.

IntroducciónLas cortadoras láser de fibra CNC (control numérico por computadora) han revolucionado la forma en que abordamos las tareas de corte y grabado.Leapion, líder mundial en tecnología láser, presenta su gama de cortadoras láser de fibra CNC, diseñadas para satisfacer las necesidades precisas de diversas industrias.Este artículo wi

IntroducciónEl corte por láser CNC de chapa es una tecnología que ha revolucionado la ingeniería de precisión.Leapion ofrece soluciones de vanguardia adaptadas a diversas aplicaciones e industrias.Este artículo explora el mundo de las máquinas de corte por láser CNC de chapa de Leapion.La innovación detrás

Con las demandas de transformación y mejora en áreas como el transporte ferroviario, la maquinaria de construcción, la construcción naval de gran tamaño y las estructuras de acero, las necesidades de fabricación de grandes equipos y placas han aumentado, lo que ha dado lugar a un mercado en crecimiento para el procesamiento y corte de placas ultragrandes.

[Alerta de caso] Aprendiendo de la experiencia: cómo las lentes de corte por láser de baja calidad afectan la producción

El desafío de la expansión del haz Aluminio en cortadoras láser Las cortadoras láser a menudo combinan bases de acero y vigas de aluminio.El acero proporciona estabilidad, mientras que la ligereza del aluminio ayuda al funcionamiento a alta velocidad.A pesar de los beneficios, esta mezcla puede reducir la precisión de una máquina debido a las diferentes tasas de expansión bajo cambios de temperatura.


IntroducciónA medida que la tecnología continúa evolucionando, también lo hacen las herramientas y la maquinaria que impulsan las industrias en todo el mundo.Uno de esos avances es la máquina de corte por láser de fibra, que cambia las reglas del juego en el sector manufacturero.En este artículo, profundizamos en los principios de funcionamiento de las máquinas de corte por láser de fibra y sus funciones.

Las introduccionesMáquina de corte por láser de fibras han revolucionado la industria manufacturera, ofreciendo precisión y eficiencia sin precedentes.Sin embargo, para mantener estas potentes máquinas funcionando al máximo rendimiento, es fundamental un mantenimiento regular y meticuloso.En este artículo, lo guiaremos a través de un pra

IntroducciónLos rápidos avances de la tecnología han supuesto mejoras significativas en el sector manufacturero.Un área donde estos avances han sido especialmente notables es en el ámbito de las máquinas de corte por láser de fibra.Con mayor precisión, velocidad y flexibilidad, estas máquinas son revolucionarias.

¿Está buscando una máquina cortadora por láser de fibra?Estos potentes dispositivos han revolucionado la industria manufacturera por su precisión y eficiencia.Sin embargo, con tantas opciones en el mercado, puede resultar complicado encontrar la que se adapte perfectamente a sus necesidades.En esta guía completa, lo guiaremos a través de los factores críticos que debe considerar al elegir una máquina cortadora por láser de fibra.

En este artículo, compararemos las funciones, ventajas, desventajas y aplicaciones típicas de las máquinas de corte por láser de fibra con las máquinas de corte tradicionales. Al final, le brindaremos una imagen clara y podrá elegir la máquina de corte correspondiente según sus necesidades reales. .

El láser de fibra pulsada MOPA tiene un ancho de pulso ajustable, un amplio rango de frecuencia y más parámetros ajustables durante su procesamiento.Por lo tanto, se pueden procesar más materiales, el efecto de procesamiento es mejor, la aplicación es más extensa y la demanda del mercado crece cada año.
Vistas:9 Autor:oye tú Hora de publicación: 02-12-2020 Origen:Sitio
Hay algunos problemas en el procesamiento de placas medianas y pesadas pormáquina de corte por láser. ¿Cómo resolverlos? Como un material avanzado de corte método,máquina de corte por láseres cada vez más aceptado por los productores de chapa Debido a sus ventajas de menor desperdicio de material, obvio efecto de costo a gran escala Producción y gran adaptabilidad al procesamiento de objetos. Hoy, el crudo de China La producción de acero no solo es la primera en el mundo, sino también más del 50% de salida global Este documento hablará sobre los problemas que a menudo se encuentran enmáquina de corte por láseren el procesamiento de placas medianas y gruesas.
1. Perforación de chapa gruesa de acero al carbono
En el procesamiento de placas gruesas, el tiempo de perforación representa un gran proporción. Varios fabricantes de láser han desarrollado la tecnología de rápida perforación, que es más representativa de la perforación de alta energía (agujero voladura). La ventaja de este método es que es rápido (1 segundo, toma t16mm como ejemplo, lo mismo a continuación). El defecto es que no solo afecta el procesamiento de formas pequeñas, pero también la gran energía inyectada durante el la perforación aumenta la temperatura de la placa, lo que afecta al siguiente conjunto Proceso de corte. Cuando se utiliza un pequeño pulso de potencia para perforar, el tiempo es muy largo (12 segundos), lo que conducirá a la disminución de la eficiencia de corte y la aumento del costo unitario.
2. Problemas de calidad de la superficie de corte.
Al procesar placas medianas y gruesas, las secciones de corte a menudo son encontrado Tal corte no solo cuestiona la calidad del acabado productos, pero también viene con exceso de quemaduras y pegado de escoria grave, por lo que No puede reflejar el valor de la máquina de procesamiento láser de alto precio diferente de Otros métodos de corte.
3. estabilidad de procesamiento de toda la placa
En todo el procesamiento de planchas de acero doméstico, el fenómeno de la mala El procesamiento del área local ocurre a menudo. Este fenómeno a veces es aleatorio, incluso Cuando la máquina está en buenas condiciones.
La solución de procesamiento láser de placa de espesor medio es la siguiente:
1. esquema de HPP
El láser de pulso de valor pico con un ciclo de trabajo pequeño y el no combustible inyectado en la superficie del material se utilizan para eliminar el archivo adjunto en el borde de la abertura, y se controla la frecuencia razonable del pulso mientras se enfría y perfora. Se caracteriza por un tiempo relativamente largo (3 segundos) para la voladura del agujero, pero el diámetro del agujero es pequeño (aproximadamente φ 4 mm), hay no hay ningún accesorio en el borde del orificio, y la entrada de calor es baja, que es conveniente para el próximo corte y procesamiento normal, y la eficiencia es aumentó 4 veces en comparación con la perforación ordinaria.
2. Plan de mejora de la sección de corte.
Para el acero al carbono, el factor importante para mejorar la sección de corte es controle la entrada de calor a la placa y garantice la combustión completa del láser parte irradiada Para el acero inoxidable, los factores importantes para mejorar el sección de corte son la mejora de la viga (para mejorar la profundidad focal) y El uso efectivo del gas auxiliar. La tecnología de corte brillante es el resultado de mejorando el generador de vibraciones y la boquilla.
3. Esquema para garantizar la estabilidad del procesamiento.
Para mejorar la velocidad de operación delmáquina de corte por láser, la La máquina láser adopta principalmente la estructura comúnmente conocida como trayectoria de luz voladora, es decir, la forma en que la bandeja de material no se mueve y el cabezal de mecanizado se mueve en toda el área de mecanizado. Para compensar el cambio de posición relativa entre el cabezal de mecanizado y la fuente de luz, fabricantes También haga todo lo posible para garantizar la consistencia del punto de luz en el mecanizado. rango. El uso del refractor variable de curvatura es una opción común. A pesar de que La estructura de este método es simple, cambiará la profundidad focal, que dificulta el corte de la placa, que es muy sensible a la profundidad focal. Usando el camino de luz de igual longitud (el camino de propagación de luz entre la luz fuente y el cabezal de mecanizado es igual en el rango mecanizable) puede evitar el cambio de profundidad focal, de modo que el punto y la profundidad focal sean consistentes. En Además, la atención a la entrada de calor puede controlar el calor acumulado del placa, que puede resolver mejor el problema de estabilidad.salto
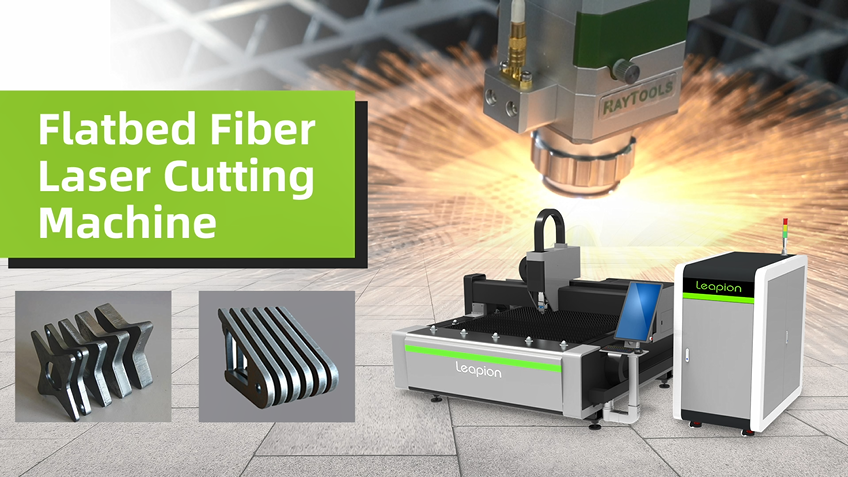
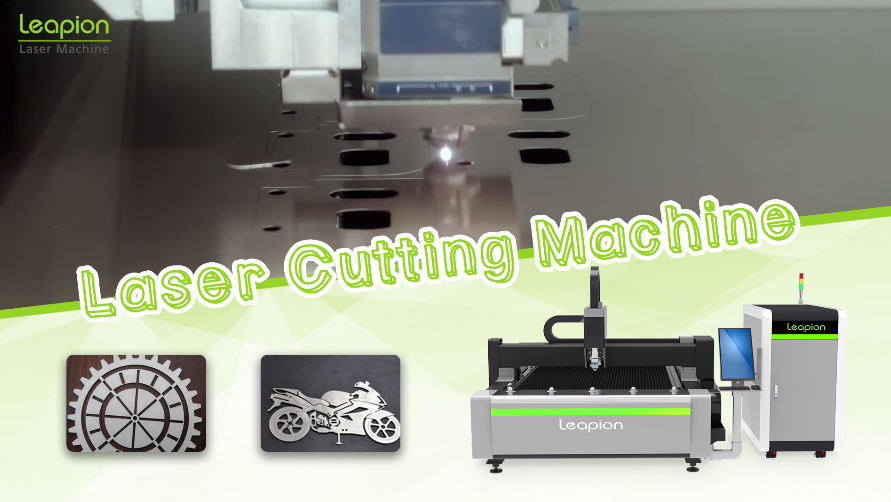

Cómo utilizar una máquina cortadora por láser de fibra: una guía para principiantes
Máquinas de corte por láser de fibra sobre orugas ultragrandes Leapion Laser
Cómo elegir la máquina cortadora por láser de fibra adecuada para sus necesidades
Cuatro métodos de procesamiento e importación de corte por láser