El ambiente en la exposición era cálido.Los actores de la industria de todo el mundo se reúnen para compartir ideas y explorar nuevas tecnologías.En este contexto dinámico, nuestras exposiciones son muy visibles y aclamadas por su tecnología de vanguardia.

INTERTOOL Austria es el evento líder para la industria metalúrgica.Al evento asisten muchos innovadores y expertos de todo el mundo.En el evento de este año, nuestra empresa exhibió una serie de productos de alta calidad y recibió muchos elogios.

En la fabricación industrial, la precisión y la eficiencia son fundamentales.El corte por láser CNC se ha convertido en una alternativa superior al corte por plasma tradicional.Este artículo examina los principios y ventajas del corte por láser CNC para ayudarle a tomar la decisión más adecuada.

En el campo de la limpieza industrial, la limpieza por impulsos y la limpieza continua son las opciones más populares.Esta guía describe principios técnicos, características únicas, materiales e industrias aplicables.Y se proporciona una guía de compra para ayudarle a tomar la decisión más adecuada.

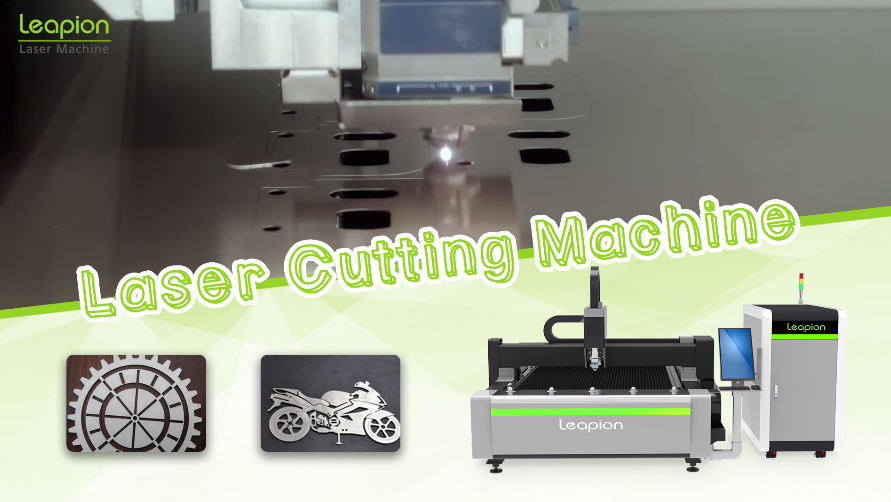
¿Listo para comprar una máquina cortadora por láser de fibra pero le preocupa cómo usarla?El funcionamiento de la máquina cortadora de fibra óptica es muy sencillo.A continuación se presentan los pasos de operación y las soluciones a problemas comunes para ayudarlo a comprenderlos rápidamente.

Descubra el poder transformador de la soldadura láser de aluminio en las industrias aeroespacial y electrónica.Desde superar desafíos hasta mejorar la eficiencia y la calidad, este blog ofrece información integral para profesionales.Explore los conceptos básicos, los materiales, los equipos, la seguridad y la selección para desbloquear todo el potencial de la tecnología de soldadura láser.

Aluminio es un metal comúnmente utilizado en la fabricación.Este material es liviano y resistente a la corrosión, lo que lo convierte en una opción ideal para diversos materiales de soldadura.La soldadura de aluminio puede enfrentar problemas como una capa de oxidación y una alta conductividad térmica.En comparación con los métodos de soldadura tradicionales, la soldadura láser de aluminio tiene ventajas obvias en calidad y eficiencia.

En el ámbito de la tecnología de soldadura, la demanda de soldadores láser portátiles está aumentando.Cuando decimos 'soldador láser portátil', nos referimos principalmente a soldador láser portátil.La flexibilidad de los soldadores láser portátiles permite a los operadores transportarlos y utilizarlos fácilmente en una variedad de escenarios de soldadura.<br /> <br /> Este artículo le explicará los principios de funcionamiento y las ventajas de los soldadores láser portátiles y le ayudará a elegir la máquina adecuada.

IntroducciónEl acero inoxidable, conocido por su resistencia a la corrosión y su solidez, es un material ampliamente utilizado en diversas industrias.Las máquinas de corte por láser de acero inoxidable de Leapion ofrecen soluciones innovadoras para manipular este material robusto.Centrándonos en la precisión, la eficiencia y la versatilidad,

IntroducciónMetal cortar siempre ha sido una tarea exigente que requiere precisión, velocidad y adaptabilidad.Los láseres de fibra para corte de metales de Leapion son un testimonio de la innovación en este desafiante campo.Este artículo explora cómo Leapion está transformando el corte de metales en diversas industrias con

IntroducciónEl mundo del procesamiento de metales ha cambiado para siempre con la llegada de las máquinas de corte por láser de fibra metálica.Leapion se destaca como pionero al ofrecer soluciones de corte por láser de fibra metálica de última generación.Este artículo explorará los aspectos y aplicaciones únicos del metal de Leapion.

IntroducciónAluminio, con sus propiedades únicas, requiere técnicas de corte especializadas.Leapion es líder en el corte de aluminio con láser de fibra y ofrece precisión, eficiencia y sostenibilidad incomparables.Este artículo examinará el enfoque distintivo de Leapion para el corte de aluminio con láser de fibra.

IntroducciónLas cortadoras láser de fibra CNC (control numérico por computadora) han revolucionado la forma en que abordamos las tareas de corte y grabado.Leapion, líder mundial en tecnología láser, presenta su gama de cortadoras láser de fibra CNC, diseñadas para satisfacer las necesidades precisas de diversas industrias.Este artículo wi

IntroducciónEl corte por láser CNC de chapa es una tecnología que ha revolucionado la ingeniería de precisión.Leapion ofrece soluciones de vanguardia adaptadas a diversas aplicaciones e industrias.Este artículo explora el mundo de las máquinas de corte por láser CNC de chapa de Leapion.La innovación detrás

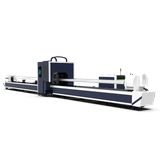
Con las demandas de transformación y mejora en áreas como el transporte ferroviario, la maquinaria de construcción, la construcción naval de gran tamaño y las estructuras de acero, las necesidades de fabricación de grandes equipos y placas han aumentado, lo que ha dado lugar a un mercado en crecimiento para el procesamiento y corte de placas ultragrandes.

[Alerta de caso] Aprendiendo de la experiencia: cómo las lentes de corte por láser de baja calidad afectan la producción

El desafío de la expansión del haz Aluminio en cortadoras láser Las cortadoras láser a menudo combinan bases de acero y vigas de aluminio.El acero proporciona estabilidad, mientras que la ligereza del aluminio ayuda al funcionamiento a alta velocidad.A pesar de los beneficios, esta mezcla puede reducir la precisión de una máquina debido a las diferentes tasas de expansión bajo cambios de temperatura.


IntroducciónA medida que la tecnología continúa evolucionando, también lo hacen las herramientas y la maquinaria que impulsan las industrias en todo el mundo.Uno de esos avances es la máquina de corte por láser de fibra, que cambia las reglas del juego en el sector manufacturero.En este artículo, profundizamos en los principios de funcionamiento de las máquinas de corte por láser de fibra y sus funciones.

Las introduccionesMáquina de corte por láser de fibras han revolucionado la industria manufacturera, ofreciendo precisión y eficiencia sin precedentes.Sin embargo, para mantener estas potentes máquinas funcionando al máximo rendimiento, es fundamental un mantenimiento regular y meticuloso.En este artículo, lo guiaremos a través de un pra
Vistas:73 Autor:oye tú Hora de publicación: 05-22-2020 Origen:Máquina de corte por láser de fibra de leaponia
En el proceso de corte por láser, si la posición de enfoque es diferente, la La calidad de corte será diferente. Para mejorar la calidad del láser máquina de corte, es muy importante ajustar la posición de enfoque del láser maquina de cortar.
Hoy, con el rápido desarrollo de la economía, la máquina de corte por láser ha entrar en la vida de la gente en silencio. Con la mejora continua de las personas nivel material, especialmente el refinamiento continuo de la artesanía, es inseparable de la precisión continua del corte y tallado por láser.
Varias tecnologías clave deben dominarse y resolverse en el corte por láser máquina para piezas con alta precisión de corte o gran espesor. Posición de enfoque la tecnología de control es uno de ellos. La principal ventaja de la máquina de corte por láser. es la densidad de alta energía del rayo láser, por lo que el diámetro del punto focal debe sea lo más pequeño posible para producir una rendija estrecha. Porque cuanto menor es la focal profundidad, menor es el diámetro del punto focal. Para un corte de alta calidad, el La profundidad focal efectiva también está relacionada con el diámetro de la lente y el material de corte. Por lo tanto, la posicin del foco de control con respecto a la superficie del El material a cortar es muy importante.
Analizamos el enfoque de corte desde los siguientes tres aspectos: diferentes materiales y diferentes requisitos
Primero, el enfoque de corte está en la superficie de la pieza de trabajo:
Este modo también se llama distancia focal cero, que se usa comúnmente en el corte de SPC, SPH, SS41 y otras piezas de trabajo. Cuando se usa, el enfoque del el cortador está cerca de la superficie de la pieza de trabajo. En este modo, la suavidad del Las superficies superior e inferior de las piezas de trabajo son diferentes. En general, el La superficie de corte cercana al foco es relativamente suave, mientras que la superficie inferior lejos del foco de corte es áspero. Este modo se determinará de acuerdo con los requisitos del proceso de las superficies superior e inferior en aplicación práctica.
En segundo lugar, el foco de corte está en la pieza de trabajo:
Esto también se conoce como enfoque positivo. Cuando la pieza de trabajo que necesita cortar es placa de acero inoxidable o acero de aluminio, el modo de punto de corte en el la pieza de trabajo se utiliza a menudo. Sin embargo, una desventaja de este método es que la amplitud de corte es mayor que la del punto de corte en la pieza de trabajo superficie debido al principio de enfoque. Al mismo tiempo, el flujo de aire de corte requerido en este modo es mayor, la temperatura es suficiente y el corte el tiempo de perforación es un poco más largo. Entonces, cuando eliges el material del La pieza de trabajo es principalmente de acero inoxidable o lámpara de aluminio con alta dureza.
En tercer lugar, el enfoque de corte está en la pieza de trabajo:
De esta forma, también nos convertimos en foco negativo, porque el punto de corte es no ubicado en la superficie del material de corte o dentro del corte material, pero por encima del material de corte. Este método utiliza principalmente materiales con alto espesor de corte. De esta forma, el foco se ubica por encima del corte material, principalmente debido al gran rango de corte requerido por la placa gruesa, de lo contrario, el oxígeno suministrado por la boquilla conducirá fácilmente a una insuficiencia caída de la temperatura de corte. Sin embargo, una desventaja de este método es que La superficie de corte es relativamente rugosa y no muy práctica para cortar con alta precisión.
Como la densidad de potencia del láser tiene una gran influencia en la velocidad de corte, la La elección de la distancia focal del objetivo también es un tema importante. Después de que el rayo láser enfocado, el tamaño del punto es directamente proporcional a la distancia focal del objetivo. Una vez que el haz es enfocado por la lente de distancia focal corta, el tamaño del punto es muy pequeña, y la densidad de potencia en el punto focal es muy alta, lo cual es muy beneficioso para el corte de materiales. Sin embargo, su desventaja es que el El margen de ajuste de la profundidad focal es muy corto, que generalmente es aplicable al corte a alta velocidad de materiales delgados. Debido a la amplia profundidad focal de la lente focal larga, siempre que tenga suficiente densidad de potencia, es adecuado para cortar piezas de trabajo gruesas.
El ajuste del enfoque es difícil para el operador deCorte por láser máquina, así que deberíamos aprender más. Cuando el enfoque está en la mejor posición, el La costura de corte es la más pequeña y la eficiencia es la más alta. El mejor corte La velocidad del equipo de corte por láser de fibra puede obtener los mejores resultados de corte. Más información

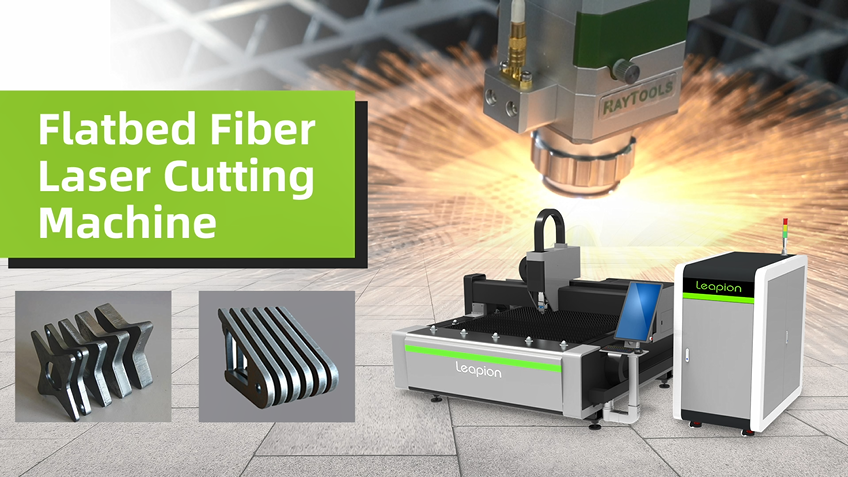
¿Por qué el corte por láser CNC es una mejor opción que el corte por plasma?
Cómo utilizar una máquina cortadora por láser de fibra: una guía para principiantes
Máquinas de corte por láser de fibra sobre orugas ultragrandes Leapion Laser
Cómo elegir la máquina cortadora por láser de fibra adecuada para sus necesidades
Cuatro métodos de procesamiento e importación de corte por láser